English
Englishreduzieren sie die Kosten für Ihre CNC Frästeile.
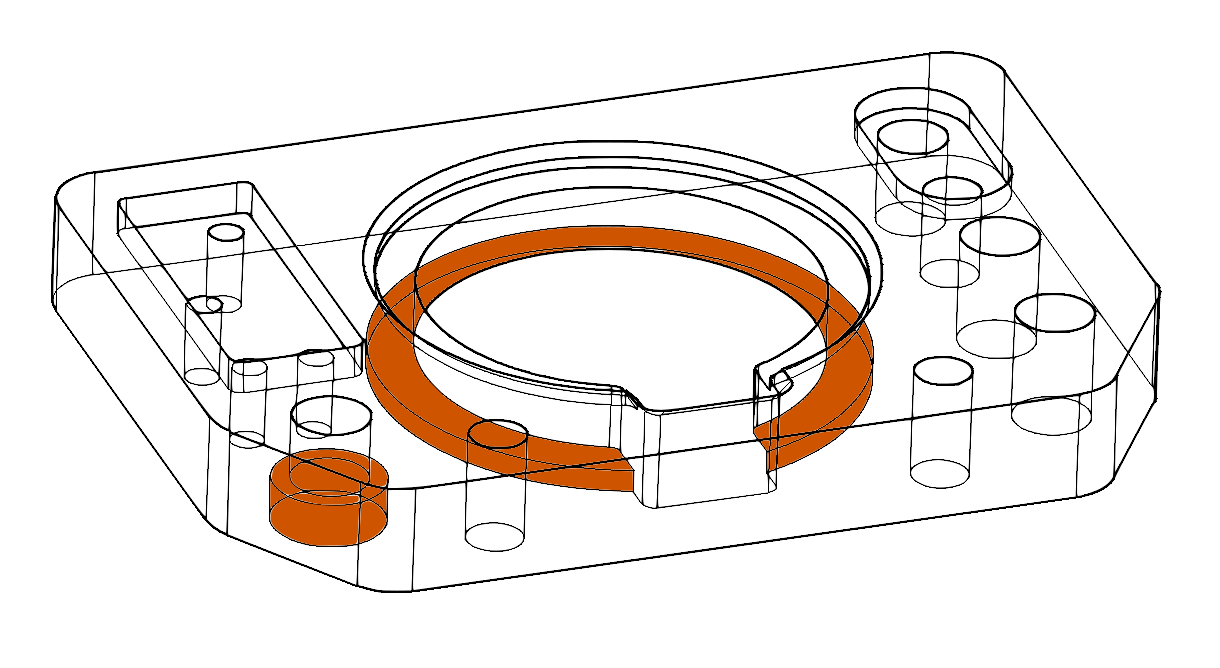
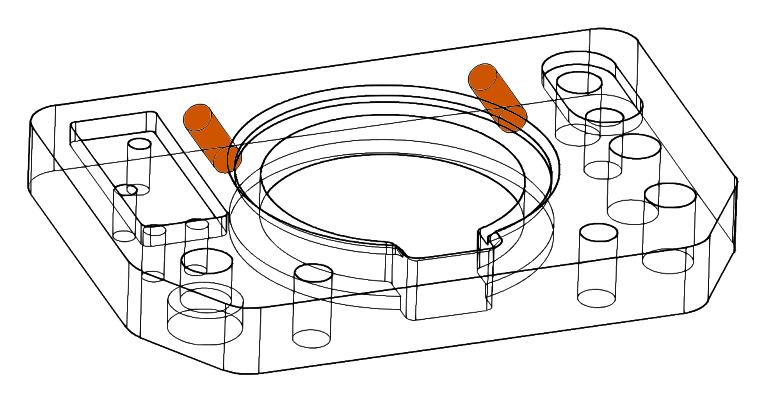
Durch die Einhaltung unserer Designtipps können Sie die Fertigungszeit und -kosten Ihrer CNC Frästeile deutlich reduzieren. Bitte lesen Sie sich die Designtipps für Ihre CNC Teile sorgfältig durch.
Jetzt Online berechnen